What Alumina Ceramic Tube? Applications and Key Features
-
2026-06-02 Industry News






A simple guide to alumina ceramic tubes, covering what they are, their key properties, and where they are typically used in industrial and high-temperature environments.
In modern industrial systems, tubular components not only serve the function of conveying media but are also often directly exposed to critical operating conditions such as high temperatures, electrical environments, chemical exposure, or vacuum conditions.As equipment operating conditions become increasingly demanding, traditional metal tubes and engineering plastics are gradually revealing significant limitations in terms of temperature resistance, insulation, and chemical stability. It is against this backdrop that alumina ceramic tubes, as high-performance engineering ceramic components, are widely used in industrial fields where reliability and stability are of the utmost importance.
What is an alumina ceramic tube?
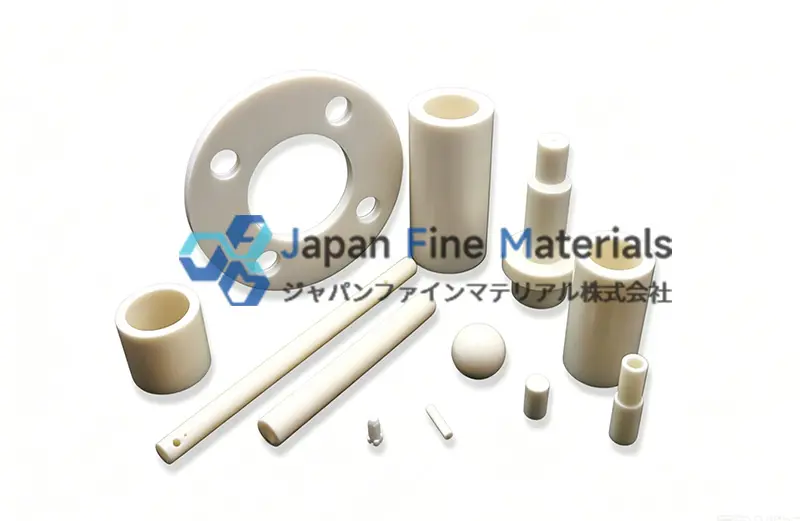
Alumina ceramic tubes are hollow tubular ceramic products primarily composed of alumina (Al₂O₃), manufactured through processes such as molding, drying, and high-temperature sintering. Their alumina content typically ranges from 92% 99.7% )to(, with different purity levels corresponding to varying performance metrics, such as mechanical strength, electrical insulation, and corrosion resistance.
Industrial-grade alumina ceramic tubes not only require high material purity but must also meet strict standards for dimensional accuracy, wall thickness uniformity, straightness, concentricity, and surface roughness to ensure long-term stable operation in critical industrial applications. Compared to ordinary ceramics, they feature higher structural density and lower porosity, making them suitable for high-temperature, high-pressure, vacuum, and chemically corrosive environments.
Furthermore, depending on the specific application conditions, alumina ceramic tubes can be manufactured using methods such as extrusion, isostatic pressing, or slip casting. After sintering, they can undergo precision grinding, polishing, or surface coating treatments to further enhance wear resistance, insulation properties, and fluid compatibility.
Core Material Properties of Alumina Ceramic Tubes
1. Excellent and Stable High-Temperature Resistance
Alumina ceramic tubes can maintain structural integrity and mechanical properties over extended periods in high-temperature environments. High-purity materials can withstand continuous use at approximately 1600°C, with short-term resistance reaching temperatures above 1700°C. Under conditions involving repeated thermal cycling, thermal shock, or temperature gradients, their low coefficient of thermal expansion and high thermal stability effectively prevent cracking, deformation, or dimensional deviations after sintering.
This characteristic makes them widely used in industrial furnaces, laboratory furnaces, high-temperature heating systems, and as protective sleeves for heat-sensitive sensors, particularly maintaining high reliability even under conditions of frequent thermal shock.
2. Excellent and Reliable Electrical Insulation Properties
Alumina ceramic tubes possess very high volume resistivity and dielectric strength, maintaining stable insulation performance even under high-temperature, high-humidity, or high-frequency electric field conditions. With low dielectric loss and virtually no degradation of electrical properties over time, this is crucial for high-voltage insulation systems, electric heating equipment, and protective sleeves for electronic components.
Compared to metals or certain engineering plastics, alumina ceramic tubes effectively isolate electrical hazards in high-voltage and high-temperature environments while withstanding mechanical stress, ensuring the long-term stable operation of electrical systems.
3. Excellent Corrosion Resistance and Chemical Inertness
Alumina ceramic tubes exhibit excellent resistance to most acids, alkalis, and organic solvents, with virtually no structural damage or performance degradation in highly corrosive environments. For chemical pipelines, laboratory reactors, or high-purity media transport systems, their chemical stability ensures long-term, reliable operation.
High-purity alumina tubes can also be used in vacuum or high-purity gas environments without releasing contaminants, which is particularly critical for industries such as semiconductors, photovoltaics, and precision instruments.
4. High Hardness and Wear Resistance
Alumina ceramic tubes feature high hardness and excellent wear resistance. Even in high-speed fluids containing particles or media with solid particles, they maintain the structural integrity of both inner and outer walls, preventing dimensional changes caused by wear. In applications involving the continuous transport of high-temperature powders, molten metals, or chemical slurries, their service life far exceeds that of metal or plastic pipes.
Furthermore, the high-density ceramic’s strong pressure resistance allows it to withstand both axial and radial loads, making it safer and more reliable for mechanical support or high-pressure fluid channels.
Typical Applications of Alumina Ceramic Tubes
Thermocouple and Temperature Sensor Protection
In thermocouple protection applications, alumina ceramic tubes not only provide insulation against high temperatures and chemical compatibility but also ensure the response speed and accuracy of temperature sensing. Due to their moderate thermal conductivity, they do not significantly alter the temperature field at the measurement point while providing high-strength mechanical protection.
Industrial Furnaces, Kilns, and Heat Treatment Systems
In industrial furnaces and sintering kilns, alumina ceramic tubes serve as support, guide, or protective conduits, withstanding thermal cycling, thermal gradients, and chemical atmosphere erosion. Their high-temperature stability ensures long-term operation without frequent replacement, thereby reducing maintenance costs.
Electrical and Electronic Insulation Systems
Alumina ceramic tubes are used in high-voltage electrical systems as insulating sleeves, protective tubes, or isolators; their low dielectric loss and high dielectric strength ensure the safety of electrical equipment. They are suitable for use as sleeves for electric heating elements, protection of electronic components, and isolation in high-frequency circuits.
Semiconductor and Vacuum Equipment
In semiconductor manufacturing equipment and vacuum systems, high-purity alumina ceramic tubes are used for gas delivery, vacuum piping, and internal support. Their low outgassing and low contamination characteristics ensure that processes with extremely high cleanliness requirements remain unaffected, thereby improving product yield and equipment reliability.
Chemical and Laboratory Equipment
Alumina ceramic tubes can withstand strong acids, strong alkalis, and high-temperature chemical media. They are used in reactor piping, fluid transport, and chemical measurement equipment to ensure stable and safe operation while reducing maintenance and replacement frequency.
Why Choose Alumina Ceramic Tubes Over Metal Tubes?
From an engineering design perspective, choosing alumina ceramic tubes represents a strategy for functional optimization and risk mitigation. Metals are prone to oxidation, creep, or softening at high temperatures and have limited service life in highly corrosive environments; their electrical conductivity may also pose safety risks in electrical or high-frequency applications. In contrast, alumina ceramic tubes:
• High-Temperature Resistance: While metals tend to soften or deform, alumina ceramic tubes can withstand long-term use at around 1600°C, offering high thermal stability.
• Electrical insulation: Ceramic tubes possess high resistivity and dielectric strength, enabling safe electrical isolation in high-voltage or high-frequency environments.
• Corrosion and wear resistance: They are stable against acids, alkalis, and most chemical media, and their high hardness allows them to withstand particulate-laden fluids and abrasion.
• Long-term reliability: With a longer service life than metal tubes and lower maintenance costs, they are particularly suitable for critical industrial equipment.
Therefore, in critical operating conditions and high-risk systems, alumina ceramic tubes have become an indispensable engineering material; selecting them can significantly enhance system reliability and safety.
Key Parameters to Consider During Engineering Selection
In actual design and procurement, the following parameters require careful consideration:
• Alumina purity and density grade: Affects mechanical strength, electrical insulation, and chemical stability
• Outer diameter, inner diameter, and wall thickness combination: Determine fluid flow rate, heat transfer, and mechanical compatibility
• Length, straightness, and concentricity: Affect installation, thermal expansion, and system compatibility
• Surface roughness and post-processing methods: Affect fluid friction, wear, and heat transfer efficiency
• Operating conditions: temperature range, medium type, thermal shock frequency, and corrosive media
Only by properly matching these parameters can the engineering advantages of alumina ceramic tubes be fully realized, extending service life and reducing maintenance costs.
Conclusion
As industrial equipment continues to evolve toward higher temperatures, greater precision, and enhanced reliability, alumina ceramic tubes have evolved from “specialty materials” into fundamental engineering components in many critical systems. Their performance advantages can only be fully realized through proper design and reliable manufacturing.
If you are seeking high-quality, customizable, and stable-performance alumina ceramic tube solutions, please contact JFM.
Based on your specific operating conditions, dimensional requirements, and performance specifications, JFM provides professional material recommendations and manufacturing collaboration services to help ensure the long-term, safe, and stable operation of your equipment.